
Niederlassung SLV München



Friction welding
Friction welding - standardized abbreviation: FR, standardized number: 42
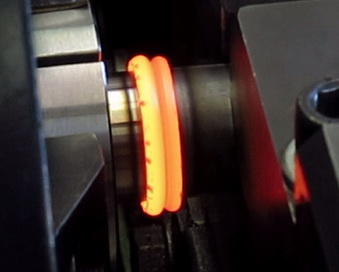
The friction welding is a pressure welding process. The temperature increase takes place through mechanical friction. It is generated by the relative movement between a turning and a fixed adherend, which are joined throuh force without an additional material.
Main areas of use
Serial production of butt joints with round full and hollow traverse sections for
- mechancinal engineering and
- automotive engineering
Our services for you:
Range of services - overview
Information to the process

The friction welding is distinguished by a high productivity, easy automation and a connection with high quality. Through the friction it comes to a temperature rise and a plastification of the material, but not the melting. At the end of the friction process the relative movement is slowed down and an increased compression pressure is raised. This way the parts are welded and it occurs a fine-grained, high-strenghth forged structure.
The main adjustment values are contact pressure (friction force, compress force), friction time and rotational speed. This seems easy at first sight, but in practice for a safe and successful production a lot of additional parameters have to be determined and the boundary conditions must be observed.
The rotational friction welding with rotating relative movement is reliable and is used in the vast majority of all application for joining metallic materials. Depending on the type of machine there is a difference between the "friction welding with continous drive" and the "flywheel friction welding". The rotational friction welidng is established since 40 years in the mechanical and automated welding technique.
The friction welding with oscillating friction movement (linear, or circular respectively orbital) is so far mainly used to join plastics, but it also has scattered metallic applications, e.g. in the aviation industry. Newly developed friction weld machines with a vibratory drive target potential application for metallic joints with non circular cross-section, not with rotateable parts, or the simultaneous friction welding of several connections with one fusion process respectively one setting.
Materials
Due to increasing requirements on the material selection and the joining properties in the joining technology, the friction welding is established in traditional fields of application and always conquers new application areas.
Next to traditional metals the friction welding is espacially suitable to join special materials and hybrids, that can't be produced or just limited with fusion welding procedures.
Examples therefore are:
- connections with high carbonated steels (also without pre-heating)
- high-strength joint with temperture-sensitive steels or NE materials
- Lightweight construction mixed joints, e.g. aluminium/steel, aluminium/copper, titanium/steel
- Components with carbide, MMC-, or PMAI-materials for the local increase of the wear resistance, stiffness or strength
application area and application examples
The friction welding is a fully mechanized process to join mainly rotationally symmetric parts, waves with 2 ... 250 mm diameter respectively hollow cross sections (steel) up to 900 cross section (with a wall thickness of 6 mm). Blanks with different manufacturing methods can be combined and welded economically, e.g. standardized bars and tube materials of specific grades (extruded or pulled) with forged, casted, sintered or powder metallurgical made blanks.
The friction welding is used in the following application areas:
Machine engineering:
gear wheels, lifting rods, hydraulic cylinders, radial pump piston and radial piston rods, spindlers, crankshaft, drill pipes
Vehicle construction:
axle bridge, outlet valves, cardan shaft, selector rods, brake camshaft, turbocharger, gear parts, tubular shafts, axle carry tubes, ring rod, airbag gas generators, wires.
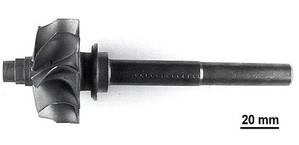
aircraft and spacecraft construction:
Rotors, Turbines, Waves, combustion chamber-thrust nozzles
Tools:
Twist drill, cutter, cutter arbor, punch, chisel, reamer, tool holder
Elektrical industry:
Long life soldering tip, switching contacts, cable connectors, Dauerlötspitzen, Schaltkontakte, Kabelverbinder, spark eroding anodes
Medical engineering:
twist anode waves for x-tube rays, hip prothesis, bone wires
Apparatus- and pipeline construction:
Apparatus, tubes, flanges, fittings, valve body, transition pieces
Construction industry:
Anchorages, facade anchor.
Next to applications in the large-scale production it's possible to perform series with small and medium batch sizes economically by the contractors. The macroeconimic results bext to the welding process als from secundary effects for the overall production (e.g. cheaper blanks, lower chipping effot, dispensible heat treatment, lower error rate)Neben Anwendungen in der der Großserienfertigung können auch Serien mit kleinen und mittleren Losgrößen wirtschaftlich durch Lohnbetriebe ausgeführt werden. Die Gesamtwirtschaftlichkeit resultiert neben dem Schweißprozess auch aus Sekundäreffekten für die Gesamtfertigung (z.B. kostengünstigere Rohlinge, geringerer Zerspanungsaufwand, verzichtbare Wärmebehandlung, geringere Fehlerquote.
Our technical equipment
Use our technical possibilites
At the GSI mbH, NL SLV Munich, there are different friction welding machines available for development projects, practical courses and showings. The machine spectrum for the rotational friction welding is staggered according to its compression weight from 1,5 t - 4 t - 18 t and covers welding seam cross sections up to Ø 35 mm for full cross sections respectively Ø 70 mm for hollow cross sections. A high machine flexibility with special equipment features makes solutions for demanding welding tasks possible, e.g. special metals and hybrids. For the evaluation of the joints exists a direct access to testing and analysis equipment, like destructive and non-destructive testing and metallographic analyses.
Measuring methods and additional equipment:
- Numeric Controller and process monitoring
- Graphic process curve display and analysis
- Video recording and analysis, measures value-time synchronic
- Temperature measuring, non contact or with a thermocouple
- Induction heating process integrated (upon request)
Know-how and credentials
Since the introduction of the friction welding technique in Germany more than 45 years ago the SLV Munich develops and researches on this special area of joining techniques. From years of research and development experience and the tight cooperation with users, contractors and machine manufacturers results an extensive know-how in the area of friction welding which we provide for you.
Therewith we offer you costumized offerings for industrial development services for the friction welding - from the process development with welding parameter optimization through specific component testings to the production of pilot series respectively the series launch.
Procedure varieties:
- Rotational friction welding
- Linear friction welding
- Circular friction welding / orbital friction welding / multi orbital friction welding
- friction stud welding
- friction spot welding
Materials, material combinations/hybrids with e.g.:
- Steel (alloyed, unalloyed, high carbonated, high-strength, reinforced steel...)
- NE-Metal: aluminium, magnesium, copper
- Cast materials
- PM-materials, e.g. PM-Al "DISPAL"
- Metal foams
- Titanium alloys
- Nickel base materials ("Inconel")
- IP-materials, e.g. titanium aluminiumid TiAl
- Hard metal, Wolfram, molybdenum
- MMC-materials (particel reinforced materials), e.g. Al-MMC, St-MMC
- ceramics
Contact person
SLV München
- Michael Dey
- +49 89 126802-12
- dey(at)slv-muenchen.de