
Niederlassung SLV München



Reibschweißen
Reibschweißen - genormtes Kurzzeichen: FR, genormte Kennzahl: 42
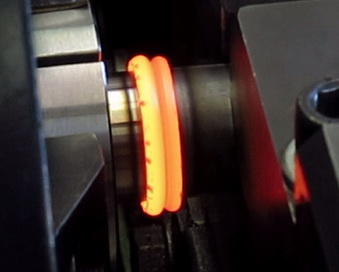
Das Reibschweißen ist ein Pressschweißverfahren. Die Erwärmung erfolgt durch mechanische Reibung. Sie wird in der Regel durch eine Relativbewegung zwischen einem drehenden und einem feststehenden Fügeteil erzeugt, welche unter Kraft ohne Zusatzwerkstoff zusammengeführt werden.
Hauptanwendungsbereiche
Serienfertigung von Stumpfverbindungen mit runden Voll-/und Hohlquerschnitten für
- Maschinenbau und
- Fahrzeugbau
Unsere Dienstleistungen für Sie:
Leistungsangebot - Übersicht
Informationen zum Prozess

Das Reibschweißen zeichnet sich allgemein durch eine hohe Produktivität, einfache Automatisierbarkeit und hohe Qualität der Verbindung aus. Durch die Reibung kommt es zur Erwärmung und Plastifizierung des Werkstoffes, aber nicht zur Aufschmelzung. Am Ende des Reibvorganges wird die Relativbewegung abgebremst und ein erhöhter Stauchdruck aufgebracht. Dadurch sind die Teile verschweißt und es entsteht ein feinkörniges, hochfestes Schmiedegefüge. Der durch Werkstoffverdrängung sich bildende Schweißwulst kann prozessintegriert oder extern bearbeitet werden.
Die Haupteinstellgrößen sind die Anpresskraft (Reib-/Stauchkraft), Reibzeit und Drehzahl. Dies scheint auf den ersten Blick recht einfach, doch müssen in der Praxis für eine erfolgreiche und sichere Fertigung zahlreiche Zusatzparameter festgelegt und Randbedingungen mit beachtet werden.
Das Rotationsreibschweißen mit drehender Relativbewegung ist bewährt und kommt für die überwiegende Anzahl aller Anwendungen zum Verbinden metallischer Werkstoffe zum Einsatz. Je nach Maschinentyp wird hier unterschieden zwischen dem "Reibschweißen mit kontinuierlichem Antrieb" und dem "Schwungradreibschweißen". Das Rotationsreibschweißen ist seit mehr als 40 Jahren in der mechanisierten und automatisierten Schweißtechnik etabliert.
Das Reibschweißen mit schwingender Reibbewegung (linear, oder zirkular bzw. orbital) wird bislang hauptsächlich zum Fügen von Kunststoffen eingesetzt, aber auch für vereinzelte metallische Anwendungen, z.B. für die Luftfahrtindustrie. Neu entwickelte Reibschweißmaschinen mit Schwingantrieb zielen auf potenzielle Anwendungen für metallische Verbindungen mit nichtrunden Fügequerschnitten, nicht drehbaren Teilen, oder das gleichzeitige Reibschweißen mehrerer Verbindungen in einem Fügeprozess bzw. in einer Aufspannung.
Werkstoffe
Aufgrund steigender Anforderungen an die Werkstoffauswahl und Verbindungseigenschaften in der Fügetechnik, ist das Reibschweißen in traditionellen Anwendungsbereichen etabliert und erobert sich immer neue Anwendungsgebiete.
Neben herkömmlichen Metallen eignet sich das Reibschweißen besonders zum Verbinden von Sonderwerkstoffen und von Mischverbindungen, die mit Schmelzschweißverfahren nicht oder nur eingeschränkt herzustellen sind.
Beispiele hierfür sind:
- Verbindungen mit hochkohlenstoffhaltigen Stählen (auch ohne Vorwärmung)
- Hochfeste Verbindungen mit temperatursensiblen Stählen oder NE-Werkstoffen
- Leichtbau-Mischverbindungen, z.B. Aluminium/Stahl, Aluminium/Kupfer oder Titan/Stahl
- Hochtemperaturbauteile mit Titanaluminid (TiAl) oder Nickelbasis-Werkstoffen
- Bauteile mit Hartmetall, MMC-, oder PMAl-Werkstoffen zur lokalen Steigerung der Verschleißbeständigkeit, Steifigkeit oder Festigkeit
Anwendungsbereiche und Anwendungsbeispiele
Das Reibschweißen ist ein vollmechanisierter Prozess zum Verbinden vorwiegend rotationssymmetrischer Teile, Wellen mit 2 … 250 mm Durchmesser bzw. Hohlquerschnitte (Stahl) bis 900 mm Durchmesser (bei Wanddicke 6 mm). Rohlinge unterschiedlicher Herstellungsart können wirtschaftlich kombiniert und geschweißt werden, z.B. Standard-Stangen- und Rohrwerkstoffe spezifischer Güte (stranggepresst oder gezogen) mit geschmiedeten, gegossenen, gesinterten oder pulvermetallurgisch hergestellten Rohlingen.
Das Reibschweißen kommt für die Bauteilfertigung in folgenden Anwendungsbereichen zum Einsatz:
Maschinenbau:
Zahnräder, Hubstangen, Hydraulikzylinder, Radialpumpenkolben und -kolbenstangen, Spindeln, Kurbelwellen, Bohrgestänge.
Fahrzeugbau:
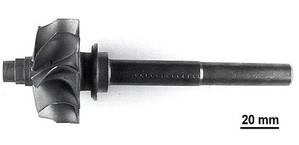
Achsbrücken, Auslassventile, Kardanwellen, Schaltstangen, Bremsnockenwellen, Turbolader, Getriebeteile, Rohrwellen, Achstragrohre, Ringgelenke, Airbag-Gasgeneratoren, Kabel.
Luft und Raumfahrzeugbau:
Rotoren, Turbinen, Wellen, Brennkammer-Schubdüsen.
Werkzeuge:
Spiralbohrer, Fräser, Fräsdorne, Lochstempel, Meißel, Reibahlen, Werkzeughalter.
Elektroindustrie:
Dauerlötspitzen, Schaltkontakte, Kabelverbinder, Funkenerodieranoden.
Medizintechnik:
Drehanodenwellen für Röntgenröhren, Hüftprothesen, Knochendrähte.
Apparate- und Rohrleitungsbau:
Apparate, Rohre, Flansche, Fittings, Ventilgehäuse, Übergangsstücke.
Bauindustrie:
Verankerungen, Fassadenanker.
Maschinenbau, Fahrzeugbau, Luft- und Raumfahrzeugbau, Werkzeuge, Elektroindustrie Medizintechnik, Apparate- und Rohrleitungsbau, Bauindustrie.
Neben Anwendungen in der der Großserienfertigung können auch Serien mit kleinen und mittleren Losgrößen wirtschaftlich durch Lohnbetriebe ausgeführt werden. Die Gesamtwirtschaftlichkeit resultiert neben dem Schweißprozess auch aus Sekundäreffekten für die Gesamtfertigung (z.B. kostengünstigere Rohlinge, geringerer Zerspanungsaufwand, verzichtbare Wärmebehandlung, geringere Fehlerquote.
Unsere technische Ausrüstung
Nutzen Sie unsere technischen Möglichkeiten
An der GSI mbH, Niederlassung SLV München stehen verschiedene Reibschweißmaschinen für Entwicklungsaufträge, praktische Schulungen und Vorführungen zur Verfügung. Das nach Stauchlast gestaffelte Maschinenspektrum zum Rotationsreibschweißen 1,5 t - 4 t - 18 t deckt den Arbeitsbereich für Schweißnahtquerschnitte bis etwa Ø 35 mm bei Vollquerschnitten bzw. Ø 70 mm bei Hohlquerschnitten ab. Eine hohe Maschinenflexibilität durch besondere Ausstattungsmerkmale ermöglicht die Lösung auch anspruchsvoller Schweißaufgaben, z.B. für Sondermetalle und Mischverbindungen. Zur Bewertung der Verbindungen besteht ein direkter Zugang zu Prüf- und Analyseeinrichtungen, wie zerstörender/zerstörungsfreier Prüfung und metallografischen Analysen.
Messmethoden und Zusatzequipment:
- Nummerische Controller und Prozessüberwachung
- Grafische Prozesskurvendarstellung und Analyse
- Videoaufzeichnung und Analyse, messwert-zeitsynchron
- Temperaturmessung, berührungslos oder mit Thermoelement
- Induktionserwärmung prozessintegriert (auf Anfrage)
Know-How und Referenzen
Seit Einführung der Reibschweißtechnik in Deutschland vor über 45 Jahren entwickelt und forscht die SLV München auf diesem Spezialgebiet der Fügetechnik. Aus langjähriger Forschungs- und Entwicklungstätigkeit sowie einer engen Kooperation mit Anwendern, Lohnbetrieben und Maschinenherstellern steht ein umfassendes Know-How zum Reibschweißen für Sie zur Verfügung.
Damit bieten wir Ihnen individuelle Angebote für industrielle Entwicklungsdienstleistungen zum Reibschweißen an - von der Prozessentwicklung mit Schweißparameteroptimierung über spezifische Bauteilprüfungen bis zur Nullserienfertigung bzw. Serieneinführung.
Verfahrensvarianten:
- Rotationsreibschweißen
- Linearreibschweißen
- Zirkularreibschweißen / Orbitalreibschweißen / Multi Orbitales Reibschweißen
- Reibbolzenschweißen
- Reibpunktschweißen
Werkstoffe, Werkstoffkombinationen/Mischverbindungen, z.B. mit:
- Stahl (unlegiert, legiert, hochkohlenstoffhaltig, hochfest, Betonstahl, ...)
- NE-Metall: Aluminium, Magnesium, Kupfer
- Gusswerkstoffe
- PM-Werkstoffe, z.B. PM-Al "DISPAL")
- Metallschäume
- Titanlegierungen
- Nickelbasiswerkstoffe ("Inconel")
- IP-Werkstoffe, z.B. Titanaluminid TiAl
- Hartmetall, Wolfram, Molybdän
- MMC-Werkstoffe (partikelverstärkte Werkstoffe), z.B. Al-MMC, St-MMC
- Keramik